
![]()

The Short Answer: What Is Barrier Packaging?
Barrier packaging refers to flexible packaging materials engineered to block or limit the transmission of gases, moisture, light, and aromas. The goal is simple: protect what’s inside. Different products face different threats. Some need protection from oxygen that causes spoilage. Others need defense against water vapor that leads to clumping or degradation. Many require shields from UV light that breaks down active ingredients.
The right barrier film lamination depends entirely on what you’re packaging and what you’re protecting it from. Food products often need oxygen barriers to extend shelf life. Pharmaceutical packaging demands moisture barriers to maintain potency. Pet food requires both, plus aroma retention to keep that kibble smell where it belongs (inside the bag, not your pantry).
Choosing the wrong barrier means choosing failure. Choosing the right one means your product arrives exactly as intended.
Why Barrier Properties Make or Break Your Product
Every product has enemies. For packaged goods, those enemies are usually invisible: oxygen, moisture, carbon dioxide, and light. Understanding barrier properties means understanding how packaging materials resist these forces.
Oxygen transmission rate (OTR) measures how much oxygen passes through a material over 24 hours. Products sensitive to oxidation, like coffee, nuts, or pharmaceuticals, need materials with extremely low OTR values. Without proper oxygen barrier protection, you’ll see color changes, flavor loss, rancidity, and reduced potency.
Moisture vapor transmission rate (MVTR) works similarly but tracks water vapor. Dry goods like powders, supplements, and pet kibble need low MVTR to prevent caking, microbial growth, and texture changes. High-moisture products need barriers that keep water in rather than out.
Light transmission matters for products sensitive to UV light or visible light degradation. Vitamins, certain medications, and light-sensitive foods need opaque or metalized barriers to maintain stability.
The Flexible Packaging Association notes that flexible packaging consistently outperforms rigid alternatives on environmental metrics while delivering the barrier performance brands need. But performance only happens when barrier properties match product requirements.
Common Barrier Materials: A No-Nonsense Breakdown
Not all barrier materials are created equal. Each brings specific strengths to the lamination structure.
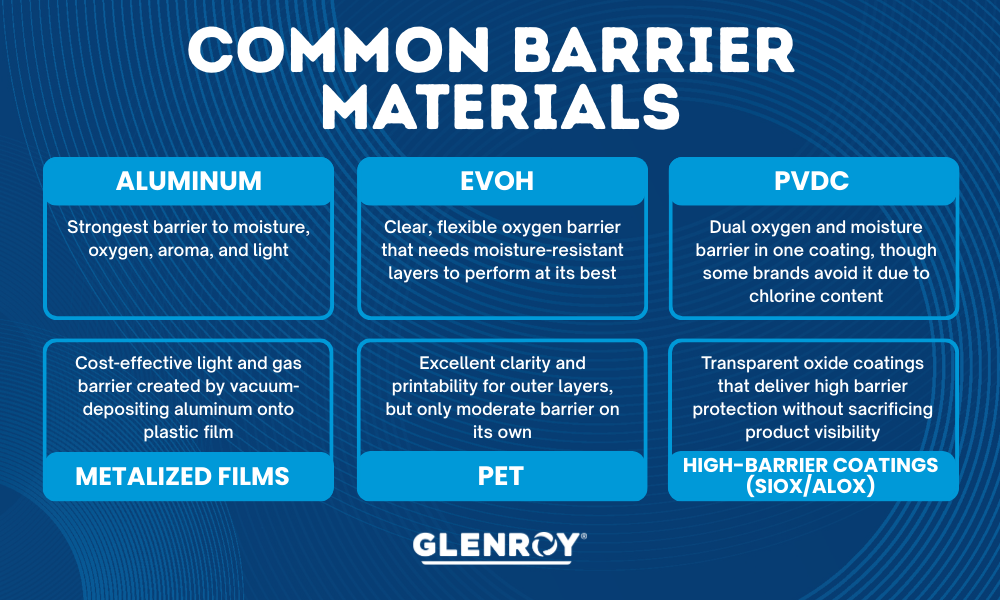
Aluminum Foil
Foil remains the gold standard for absolute barrier protection. It blocks oxygen, moisture, light, and aroma completely. The trade-off? It’s not transparent, adds cost, and creates recycling challenges. Foil makes sense for products demanding zero transmission, like pharmaceutical packaging or shelf-stable retort foods.
Ethylene Vinyl Alcohol (EVOH)
EVOH delivers excellent oxygen barrier performance in a clear, flexible format. It’s commonly used in food packaging where visibility matters. The catch: EVOH’s barrier properties weaken when exposed to humidity, so it’s typically sandwiched between moisture-resistant layers in multi-layer laminations.
Polyvinylidene Chloride (PVDC)
PVDC offers good oxygen and moisture barrier in a single material. It’s often applied as a coating rather than a standalone film. While effective, some brands are moving away from PVDC due to environmental concerns around chlorine content.
Metalized Films
Metalized polyethylene terephthalate (PET) or metalized polypropylene provides good barrier properties at a lower cost than foil. A thin layer of aluminum is vacuum-deposited onto plastic film, creating a reflective surface that blocks light and reduces gas transmission. It’s a practical middle ground between foil and uncoated films.
Polyethylene Terephthalate (PET)
Standard PET offers a moderate oxygen barrier and excellent clarity. It’s often used as an outer layer for printability and puncture resistance rather than primary barrier function.
High-Barrier Coatings
Oxide coatings (SiOx or AlOx) applied to PET or nylon create transparent, high-barrier options. These coatings suit applications needing both visibility and protection, like nutraceutical packaging, where consumers want to see the product.
Matching Barriers to Industries: Food, Pharma, and Pets
The right barrier depends on what you’re protecting and what threatens it.

Food Products
Food packaging faces diverse challenges. Fresh meat preservation requires extremely low OTR to prevent protein decomposition and maintain acceptable TVB-N values (a key freshness indicator). Modified atmosphere packaging for meat often combines high-barrier pouches with gas flushing to extend shelf life dramatically.
Snacks and dry goods need moisture barriers to maintain crunch and prevent staleness. Coffee demands both an oxygen barrier and aroma retention. Sauces and condiments need chemical resistance alongside barrier properties, as ingredients like acetic acid can attack certain films.
Flexible packaging films for food must also meet FDA compliance requirements and often need BRCGS certification for food safety.
Pharmaceutical Packaging
Medications are unforgiving. Moisture ingress destroys efficacy. Light exposure degrades active ingredients. Oxygen accelerates chemical breakdown. Pharmaceutical barrier packaging typically demands the highest performance levels.
Unit-dose formats like stick packs and sachets require materials that maintain barrier integrity at a small scale. Medical packaging materials must balance barrier performance with regulatory compliance, child resistance requirements, and often senior-friendly opening features.
Personal Care Packaging
Personal care products often contain active ingredients or natural compounds that require specialized packaging to maintain quality and performance. Glenroy’s flexible films and laminations are designed to handle these unique challenges.
Aggressive formulations like sunscreens, blemish treatments, medicated haircare, and anti-aging creams often include active ingredients such as alpha hydroxy acids, salicylic acid, or benzoyl peroxide. These compounds demand high-barrier, chemically-resistant flexible packaging materials to prevent breakdown and leakage.
Products like toothpaste and flavored gels can lose taste or aroma when packaged in typical flexible materials. Glenroy’s film structures are designed with superior barrier properties to retain both flavor and fragrance throughout the product’s shelf life.
Pet Food and Treats
Pet food packaging plays a vital role in product quality and consumer experience. Beyond keeping food fresh, pet food packaging must contain strong odors that pet owners don’t want escaping into their homes.
High-fat treats need oxygen barriers to prevent rancidity. Soft, chewy treats need moisture barriers to maintain texture. Large-format bags for kibble face additional challenges around puncture resistance and resealability alongside barrier requirements.
Single Layer vs. Multi-Layer: When Simple Won’t Cut It
Single-layer films offer convenience and lower cost, but rarely deliver adequate barrier performance for demanding applications. A single layer of polyethylene provides a good moisture barrier but a poor oxygen barrier. A single layer of nylon offers puncture resistance but limited moisture protection.
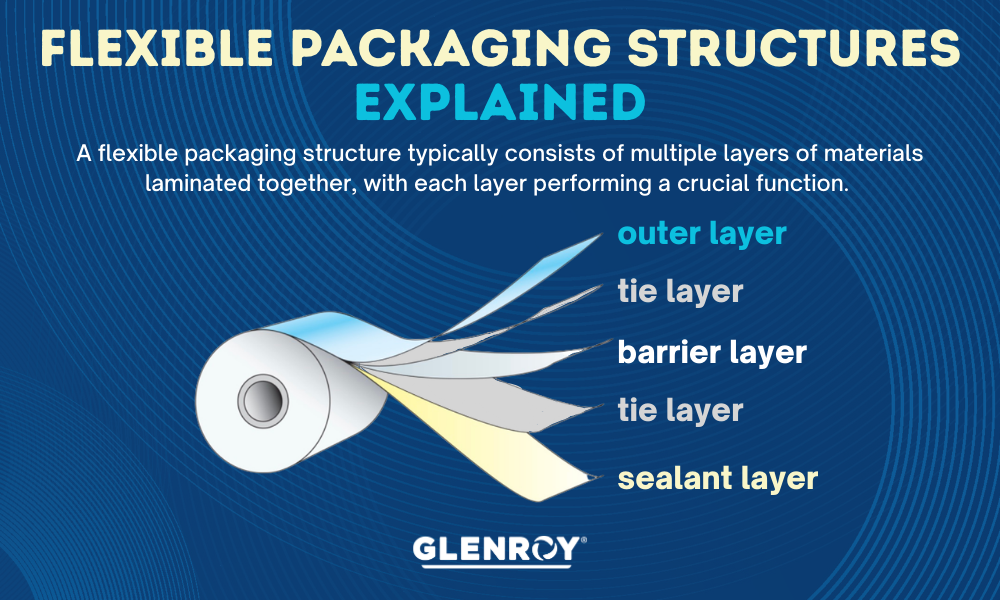
Multi-layer laminations combine materials strategically. Each layer performs a specific function:
- Outer layer: Printability, scuff resistance, puncture protection
- Barrier layer: Oxygen, moisture, or light protection
- Tie layers: Adhesion between incompatible materials
- Sealant layer: Heat seal performance and product contact safety
Custom-engineered laminations allow packaging engineers to specify exact barrier properties for each application. A composite film structure might combine PET for printing, EVOH for oxygen barrier, and polyethylene for moisture barrier and sealing, all in one material.
The Institute of Food Technologists has documented how proper barrier selection directly impacts food quality retention and shelf life extension. Multi-layer structures consistently outperform single-layer alternatives when barrier properties matter.
Sustainability Meets Barrier Performance
Here’s the tension: the best barrier structures often combine multiple material types, which complicates recycling. The sustainable packaging movement is actively working to solve this challenge.
Mono-material packaging represents one innovative solution. By engineering all layers from the same polymer family (typically polyethylene), these structures can enter existing recycling streams while still providing functional barrier properties. They may not match foil-based structures for absolute barrier, but they meet many applications’ requirements while supporting circular economy goals.
Post Consumer Recycled (PCR) packaging options utilize a PCR metalized polyester barrier layer. PCR content pouches and films reduce environmental impact while maintaining performance.
The key is matching barrier requirements to actual product needs. Over-engineering barrier properties wastes money and complicates sustainability. Under-engineering creates product failures. Smart barrier selection hits the sweet spot.
Glenroy: Engineering Barriers That Actually Perform
This is where Glenroy earns its reputation.
Since 1965, Glenroy has specialized in high-barrier film laminations for products that demand protection. From hard-to-hold formulations that attack ordinary films to sensitive pharmaceuticals requiring absolute moisture exclusion, Glenroy engineers flexible packaging solutions that solve real problems.
What sets Glenroy apart:
- Custom lamination expertise. Every product has unique barrier requirements. Glenroy’s packaging engineers analyze your formulation, test compatibility in their on-site lab, and recommend structures optimized for your specific needs.
- U.S.-based manufacturing. All printing, laminating, and converting happens domestically, meaning shorter lead times, easier communication, and responsive technical support.
- Proven performance. Glenroy’s materials protect some of the hardest-to-hold products in the industry, including engine oils, aggressive chemicals, and pure isopropyl alcohol.
- Sustainability options. The TruRenu portfolio offers recyclable pouches and films that meet barrier requirements without compromising environmental goals.
- Award-winning quality. Over 100 printing awards confirm that barrier performance and shelf appeal go hand in hand.
Barrier packaging isn’t one-size-fits-all. The right structure depends on your product, your distribution channel, your filling equipment, and your sustainability commitments. Glenroy’s team works alongside brands to navigate these variables and deliver packaging materials that perform consistently, from the production line to the consumer’s hands.
If you’re facing a barrier challenge or questioning whether your current packaging truly protects your product, Glenroy’s packaging engineers are ready to help you find the right solution.